
Retrakce je jeden z mnoha parametrů, které lze nastavit při 3D tisku typu FDM/FFF za účelem dosažení co nejlepšího tiskového výstupu. Špatně nastavená retrakce se projevuje nejčastěji vznikem nežádoucích vláken materiálu, která kopírují trajektorii tiskové trysky i v místech, kde žádný materiál být nemá. Vyrobený model potom působí „chlupatě“.
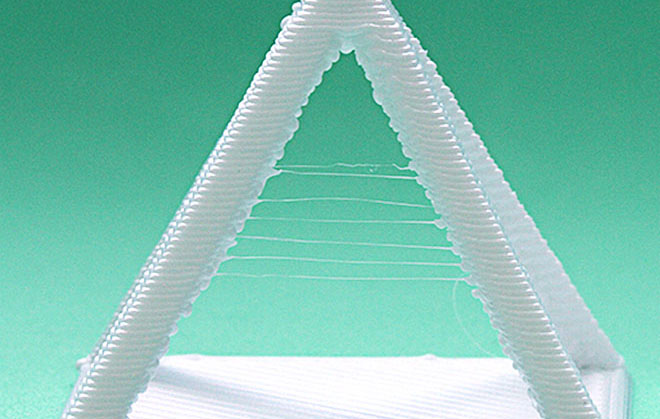
Princip retrakce spočívá ve zpětném vtažení filamentu extruderem před každým přejezdem tiskové hlavy o takovou délku, která stačí k tomu, aby již natavený tekutý filament vydržel v trysce po dobu přejezdu k místu, kde má být opět standardně vytlačován.
Pokud se při tisku se vznikem nežádoucích vláken potýkáte, neexistuje bohužel jednotný recept na vyřešení tohoto problému. Ve hře je totiž hned několik proměnných – od nastavení samotné délky retrakce přes rychlost přejezdů tiskové hlavy až po teplotu extruderu, samozřejmě v souvislosti s konkrétním typem použitého materiálu. Jakmile si ale jednou tisk z daného materiálu vyladíte, neměly by se již tyto potíže vyskytnout.
Některé slicery umožňují vyřešit chlupatění modelů výběrem příslušného přednastavení (hledejte pojmy „stringing“ nebo „oozing“). Při manuálním nastavení věnujte pozornost těmto parametrům:
- Hodnotu retrakce nastavte v rozmezí 0,5 až 5 milimetrů.
- Zvyšte rychlost přejezdů tiskové hlavy.
- Zkuste snížit teplotu extruderu zhruba o 10 °C.








