
Mechanické vlastnosti výrobků ze 3D tiskáren jsou hojně diskutovaným tématem zejména kvůli jejich porovnávání s produkty z konvenční výroby. V tomto příspěvku se podíváme, jak je na tom 3D tisk z obyčejného PLA z hlediska pevnosti v tahu.
Analýzu chování výtisků z PLA vyrobených klasicky metodou FFF (resp. FDM), zpracovali Emanoil Linul a Marian Baban, kteří svoje výsledky prezentovali na vědecké konferenci SIAMM22 v Brně. Oba výzkumníci působí na ústavu mechaniky materiálů na polytechnické univerzitě v Temešváru.
Jejich příspěvek je zajímavý mimochodem i proto, že vybočuje z portfolia vědeckých prací, zaměřených častěji na mnohem sofistikovanější výrobní metody než je 3D tisk z PLA, využívaný primárně kutily a amatéry.
Pro tahové zkoušky byly vyrobeny testovací vzorky dle normy ISO 527-1, vytištěné z materiálu PLA o průměru struny 1,75 mm o hustotě 1,24 g/cm3. Použitá jednoduchá otevřená 3D tiskárna pracovala s tryskou o průměru 0,6 mm při teplotě trysky 210 °C, teplotě podložky 42 °C a výšce vrstvy 0,2 mm.
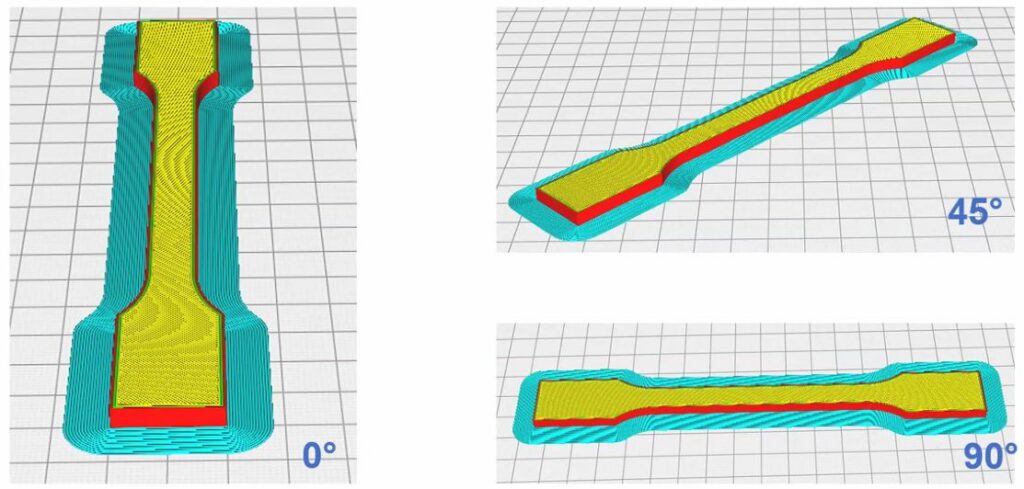
Tištěný vzorek měl 3 spodní a 4 vrchní plné vrstvy a mezi nimi výplňovou strukturu v několika různých variantách. Zjišťovalo se, jaký vliv bude mít výplň o objemu 40, 70 a 100 % a vedle toho, jak se na pevnosti dílu projeví geometrie výplně – obdélníková, trojúhelníková a tzv. včelí plástev. Zjišťováno bylo také to, zda se na vlastnostech výrobku projeví jeho orientace na tiskové podložce vůči osám pohybu tiskové hlavy.
Testy provedené na trhacím stroji Zwick/Roell s výkonem 5 kN, probíhaly při rychlosti 2 mm/min při teplotě 20 °C podle normy ISO 527-1 s těmito výsledky:
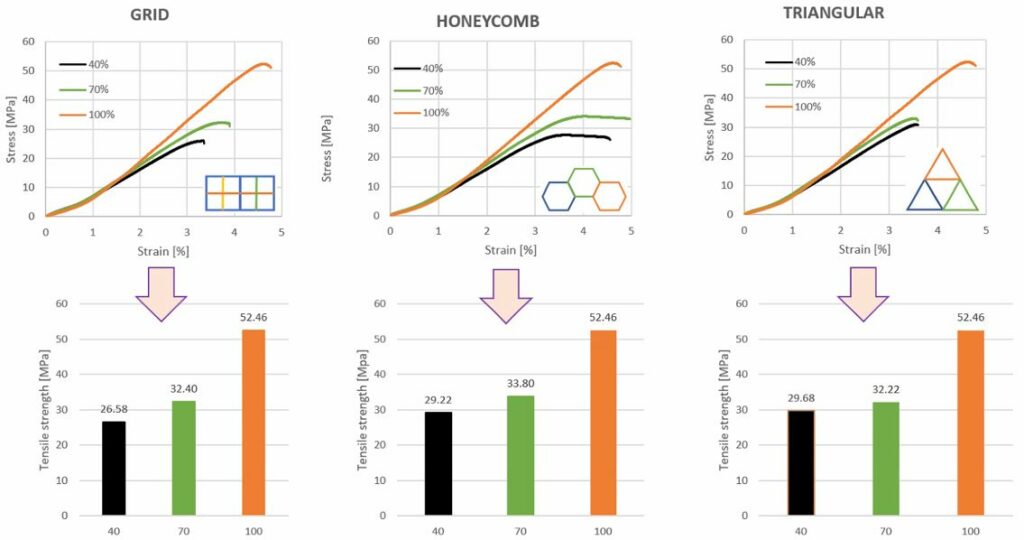
- Při 40% výplni poskytuje nejvyšší pevnost infill ve tvaru trojúhelníků, následuje včelí plástev, nejslabší je čtvercová výplň. Při 70% výplni je nejlepší včelí plástev; trojúhelníky a čtverce jsou srovnatelné. Celkově jsou však rozdíly v malém rozsahu cca 1,5 až 3 procentních bodů.
- Zaujme, že u trojúhelníkové výplně získáte téměř srovnatelnou pevnost, ať už zvolíte infill 40 % nebo 70 %.
- Nejvyšší pevnost za stejných podmínek nabízí 70% výplň ve tvaru včelí plástve – ve srovnání se 40% výplní je však nárůst pevnosti jen zhruba o 15 procent.
- Nejlepší výsledky z hlediska pevnosti v tahu vykazuje výplň ve tvaru včelí plástve, nejslabší pak čtvercová výplň
- 100% výplň má srovnatelné pevnostní vlastnosti bez ohledu na zvolenou geometrii výplně.
- Orientace výrobku na tiskové podložce vůči osám pohybu tiskové hlavy v horizontální rovině nemají na pevnost zřetelný vliv; nicméně mírně pevnější je objekt orientovaný rovnoběžně s osou X (90 °).
Jaké si můžeme z tohoto příspěvku odnést dojmy a poznatky? Tisknete-li z PLA na jednoduché 3D tiskárně s otevřenou komorou, zřejmě neočekáváte díly s nikterak zásadními pevnostními charakteristikami. Popsaný průzkum lze interpretovat také tak, že pevnostní vlastnosti výrobku se příliš nezmění, pokud použijete výplň 40 % nebo 70 %, přičemž nejlepší volbou bude infill ve tvaru včelí plástve (honeycomb).
Výrobek se 100% výplní bude mít až dvojnásobně vyšší pevnost v tahu než výrobek se 40% výplní, je potřeba ale vzít v potaz, že tisknout zcela vyplněný díl nestojí jen více materiálu, ale také může přinést řadu problémů, především kvůli očekávanému smrštění a deformacím výtisků.
V příštím příspěvku se podíváme na o něco zajímavější problematiku – porovnání pevnostních vlastností dílu tištěného z ABS a proti němu postavíme díl vstřikovaný do formy.








